Rubidium Hydroxide–Enabled Antibacterial Additive for Dark Plastic Pipes (Water Supply & Drainage)
1) Overview and Application Background
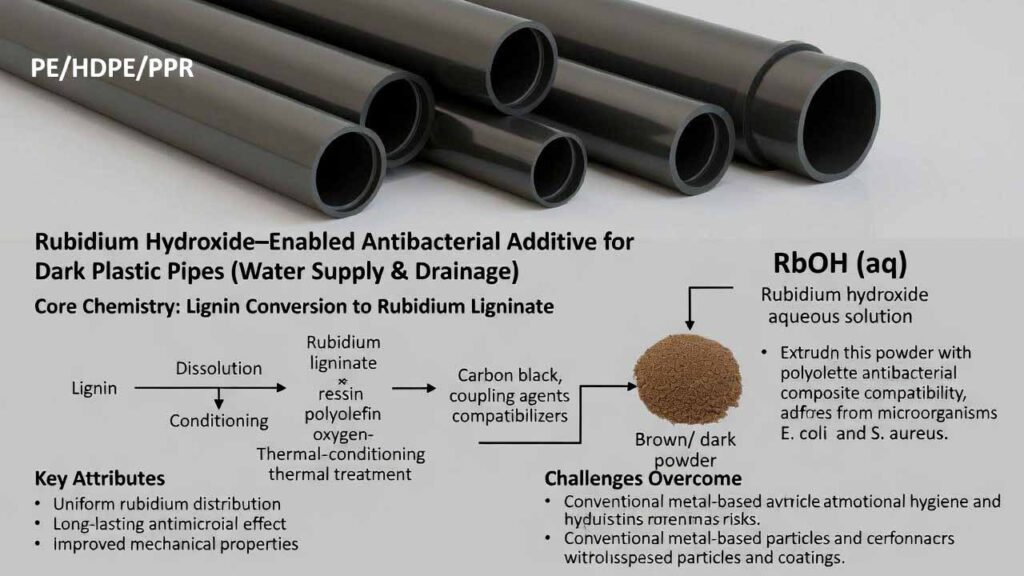
Large-diameter plastic pipes used for drinking-water transport and municipal drainage increasingly need built-in antimicrobial performance, because common microorganisms (for example, E. coli and S. aureus) can remain in water systems and create hygiene risks. Conventional approaches often rely on (a) adding metal-based antibacterial particles (Ag/Cu/Zn) into the resin melt, or (b) applying antimicrobial coatings on the pipe surface. In practice, bulk-added particles can suffer from dispersion non-uniformity (leading to uneven antibacterial performance and reduced mechanical properties), while coatings must maintain strong long-term adhesion under continuous water flow and abrasion.
This process builds a dark-pipe-specific antibacterial additive by first using rubidium hydroxide (RbOH) aqueous solution to dissolve lignin and form a rubidium–lignin salt (rubidium ligninate) with highly uniform rubidium distribution at the molecular level. A controlled oxygen-atmosphere thermal treatment then converts the precursor into a brown/dark powder that blends efficiently with carbon black, coupling agents, compatibilizers, and polyolefin resin to produce an extrudable additive. When dosed into pipe formulations, the additive provides antibacterial functionality while also supporting improved composite compatibility and mechanical performance.
2) Detailed Experimental Procedure
Step A — Prepare Rubidium–Lignin Precursor (Fine Particles)
- Prepare RbOH solution: Make an aqueous 1–5 wt% rubidium hydroxide solution.
- Low-temperature dissolution (yield protection): Place the RbOH solution in an ice-water bath at -2 to 2 °C. Stir at 300 rpm.
- Add lignin slowly to saturation: Gradually add lignin powder until no more dissolves (saturation point), maintaining temperature and stirring.
- De-water under vacuum: Vacuum rotary evaporate at 80 °C to remove water thoroughly.
- Grinding: Grind the dried material to obtain fine particulate precursor.
Lignin source: acid-insoluble lignin extracted (Klason method) from alkaline pulping black liquor. The low-temperature RbOH dissolution is critical to reduce carbonation (CO2 uptake) and preserve rubidium ligninate yield.
Step B — Oxygen-Atmosphere Thermal Conditioning (Brownish Powder)
- Load the fine particulate precursor into a vacuum tube furnace.
- Set an oxygen flow of 20–50 mL/min.
- Heat at 5 °C/min up to 200–220 °C.
- Hold at target temperature for 30–60 min.
- Cool down to 35 °C within 5 min to obtain a brownish powder.
This step conditions the rubidium–lignin structure and can generate a fraction of rubidium oxide species under oxygen, supporting broader-spectrum antimicrobial behavior while creating lignin segments that are more reactive with downstream coupling/compatibilization.
Step C — High-Temperature High-Shear Compounding (Viscous Paste)
Weigh the following components (by parts, relative basis):
- Brownish powder from Step B: 100 parts
- Carbon black powder: 15 parts
- Coupling agent: 3 parts
- Compatibilizer: 2 parts
- Polymer resin: 10 parts
Process conditions:
- Charge all materials into a high-speed mixer.
- Heat to 160–180 °C.
- Mix for 15–18 min until a paste-like viscous mixture forms.
| Component Options | Typical Choices |
|---|---|
| Coupling agent (composite) | Stearic acid–aluminate, stearic acid–titanate, stearic acid–borate (single or combinations) |
| Compatibilizer | Ethylene–octene copolymer; SEBS; MAH-g-EVA; EMA; MAH-g-ethylene–octene; MAH-g-SEBS (single or combinations) |
| Polymer resin | HDPE, LDPE, LLDPE, or polyethylene wax (single choice per formulation) |
Step D — Screw Extrusion and Pelletizing/Cutting (Antibacterial Additive)
- Feed the viscous mixture into a screw extruder and process under stable melt conditions.
- Form the additive through extrusion → traction (haul-off) → air cooling → cutting to obtain the final antibacterial additive.
Example extruder configuration:
- Screw diameter: 71 mm; groove ratio: 1.5; groove depth: 14 mm
- Length-to-diameter ratio (L/D): 40:1
- Heating zones: 10 zones, setpoints (from feed end): 135, 145, 150, 155, 160, 165, 170, 160, 150, 140 °C
- Screw speed: 500 rpm
Downstream Application — Antibacterial Plastic Pipe Formulation
Typical pipe recipe (by parts):
- Antibacterial additive: 2–3 parts
- Resin (PE or PPR, depending on pipe type): 97–98 parts
- Calcium carbonate (1250 mesh): 25 parts
Pipe extrusion reference conditions:
- Feeding rate: 500 kg/h
- Die/head temperature: 180 °C
- Forming: traction → air cooling → cutting
- Applicable pipe types: PE water supply pipe, HDPE double-wall corrugated pipe, PPR water pipe, HDPE winding pipe
- Diameter range: 500–3500 mm
3) Comparison vs. Traditional Production Routes
Conventional route A: direct blending of antibacterial metal particles (Ag/Cu/Zn) into resin melts
- Common limitation: particle agglomeration and non-uniform distribution in polyolefins, leading to inconsistent antibacterial performance.
- Mechanical impact: dispersion defects can act as stress concentrators, harming toughness/elongation.
- Dark-pipe constraint: color control and filler interactions can be challenging in carbon-black-rich systems.
Conventional route B: surface antimicrobial coatings
- Key risk: long-term adhesion and durability under continuous flow, pressure cycling, and abrasion.
- Manufacturing complexity: additional coating line, curing, and quality control steps.
This route: RbOH-enabled “molecularly dispersed rubidium” lignin intermediate + controlled oxygen thermal treatment
- Uniformity advantage: rubidium is incorporated via dissolution/ion-exchange chemistry in RbOH solution, achieving more uniform distribution than simply mixing lignin with Rb2O or RbCl powders.
- Performance stability: the antibacterial phase is embedded into the bulk pipe matrix (not only a surface layer), reducing dependence on coating adhesion.
- Dark-pipe compatibility: carbon black is integrated during compounding, supporting a stable dark appearance while contributing to processing consistency.
- Mechanical synergy: coupling agent + compatibilizer + thermally conditioned lignin segments improve interfacial continuity compared with raw lignin direct blending.
4) Why Rubidium Hydroxide (RbOH) Is Superior in This Application
- Enables true chemical incorporation of rubidium into lignin: RbOH’s strong alkalinity dissolves lignin and forms rubidium ligninate, placing rubidium along the lignin molecular framework rather than as poorly dispersed inorganic particles.
- Low-temperature dissolution protects yield and consistency: freshly prepared RbOH solution is highly reactive and can absorb CO2 from air, forming Rb2CO3 and lowering rubidium ligninate yield. Performing dissolution at -2 to 2 °C improves the target salt formation efficiency.
- Concentration-tunable binding: by controlling RbOH concentration (1–5 wt%), the extent of rubidium binding to lignin can be tuned, providing a practical knob to balance antimicrobial performance and cost-effective dosage.
- Thermal conditioning strengthens antimicrobial breadth: oxygen-atmosphere treatment can generate a fraction of rubidium oxide species while restructuring lignin, supporting stronger and broader-spectrum antimicrobial behavior in the final additive.
- Better compatibility with polyolefin processing: after conditioning, the lignin-derived phase is more reactive toward coupling agents and compatibilizers, improving dispersion and helping preserve (or enhance) mechanical properties of pipe composites.
- Scale-up friendly: the overall workflow (solution preparation → evaporation → furnace treatment → melt compounding → extrusion) is aligned with industrial polymer masterbatch production.
Handling note for engineering teams: RbOH is strongly caustic. Use corrosion-resistant equipment, closed vessels where possible to reduce CO2 uptake, and standard alkaline chemical safety controls (PPE, splash protection, compatible seals/liners).
The mentioned synthesis method references patent document number CN202210384339.0